Текущий ремонт
Перед затяжкой гаек крепления кожуха сцепления необходимо сцентрировать ведомый диск, установив для этого специальную оправку 3 (рис. 4). Затем, не вынимая оправки, необходимо постепенно (по одному обороту), чтобы не допустить деформаций кожуха и ведомого диска сцепления, затянуть гайки крепления кожуха к маховику. Затяжку гаек следует производить крест-накрест в диаметральном направлении. Моменты затяжки приведены в приложении А.
Перед установкой картера сцепления необходимо проверить состояние подшипника выключения сцепления. При большом люфте в шариковом подшипнике выключения сцепления, а также обнаружении на нем следов вытекания смазки он подлежит замене.
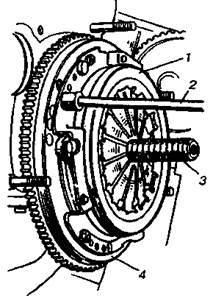
Рисунок 4. Установка нажимного диска сцепления с кожухом в сборе на маховик двигателя: 1 – нажимной диск сцепления с кожухом в сборе; 2 – торцевой ключ; 3 – оправка; 4 – маховик
Проверка состояния деталей сцепления включает в себя проверку картера сцепления с вилкой и подшипником выключения сцепления, нажимного и ведомого дисков.
Проверка картера сцепления заключается в тщательном его осмотре с целью выявления трещин, а также следов повышенного износа отверстий. При наличии трещин, проходящих через центрирующее или более чем одно установочное отверстие, или трещины, захватывающей более половины периметра сечения приливов с установочными отверстиями, а также при износе отверстий больше допустимого картер подлежит замене.
Проверка состояния ведомого диска. Фрикционные накладки необходимо заменять новыми при появлении растрескиваний, уменьшении расстояния между головкой заклепки рабочей поверхностью накладки до 0,2 мм, а также при неравномерном износе и односторонних задирах. При ремонте ведомого диска необходимо использовать приспособление 67.7822.9536 (рисунок 5), состоящее из оправки 3 и кондуктора 1.
Биение рабочей поверхности фрикционных накладок не должно превышать 0,5 мм. Если оно больше, то диск можно выправить, используя ключ 67.7813.9503 (рисунок 6) или заменить новым при большом биении.
Проверка состояния ведущей части сцепления.
Закрепить нажимный диск 3 (рисунок 7) в сборе с нажимной пружиной 1 и кожухом 2 на приспособление с промежуточным кольцом 4 толщиной В=(8,3±0,04) мм. Это приспособление заменяет маховик с ведомым диском.
Произвести контроль, выключив сцепление три раза с ходом выключения 8-9 мм, прикладывая нагрузку к лепесткам нажимной пружины 1 на диаметре С=34 мм при этом
- проверить, что ходу выключения (8,0±0,1) мм соответствует ход нажимного диска не менее 1,4 мм;
- разность величин отхода нажимного диска 3 не более 0,25 мм;
- размер А должен быть в пределах (29-31) мм;
- нагрузка на лепестках нажимной пружины 1 на диаметре С при ходе (8,0±0,1) мм должна быть не более 1100 (1350 Н для сцепления ВАЗ-2112), пик нагрузки выключения не более 1300 Н (1500 Н для сцепления ВАЗ-2112).
Замерить глубину кольцевого износа лепестков нажимной пружины в месте контакта с подшипником выключения сцепления, если величина износа превышает 0,8 мм заменить кожух сцепления в сборе с нажимным диском.
Замена фрикционных накладок ведомого диска производится при значительном их износе (когда размер от поверхности накладки до головок заклепок менее 0,2 мм), а также при обнаружении их сильного замасливания или обгорания. Замена накладок производится с использованием специальных ремонтных комплектов, включающих фрикционные накладки с просверленными отверстиями для заклепок, медных или латунных заклепок, а также оправки для развальцовывания заклепок. При отсутствии просверленных накладок необходимо, пользуясь ведомым диском как кондуктором, предварительно просверлить в них отверстия по диаметру заклепок, а затем прозенковать половину отверстий (через одно) сверлом с диаметром, равным диаметру головки заклепок, на глубину, обеспечивающую утопание головок заклепок не менее 1,0 мм. Остальные отверстия просверлить на проход этим же сверлом.
Актуально о транспорте
Схема технологического
процесса агрегатного цеха
Рис. 4.1 – Схема технологического процесса агрегатного цеха. Агрегатный цех спроектирован по всем нормам и правилам. Имеет достаточное оборудование, чтобы производить ремонт узлов, систем и агрегатов современных автомобилей. В агрегатном цеху выполняются все ключевые работы по ремонту автомобиля, т ...
Технология обработки составов в парке приема
Информация о подходе поездов на станцию передается заблаговременно из отделения дороги до начала периода планирования. На основе данных о положении станции, поступивших телеграмм-натурных листов (ТГНЛ) и данных о предполагаемом времени прибытия ДСЦ планирует поездообразование, очередность приема и ...
Технико-эксплуатационные характеристики типов судов
Исходя из анализа транспортных характеристик груза, района плавания и портов захода, можно выделить ряд факторов, которые определяют выбор типов судов: - все представленные грузы – тарно-штучные, что обуславливает необходимость применения универсальных сухогрузных судов; - предусмотренные порты зах ...
Разделы
- Главная
- Пассажирские станции
- Водный транспорт
- Электрооборудование автомобилей
- Машины для земляных работ
- Сортировочная станция
- История ПДД
- Транспорт