Порядок сборки главного цилиндра с гидровакуумным усилителе
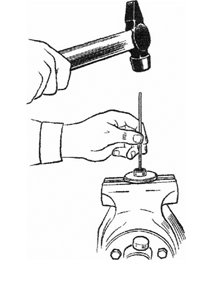 |
Рисунок 3.7-Выпрессовка поршня из клапана давления
Перед сборкой все детали промывают в чистом спирте или тормозной жидкости и обдувают сжатым воздухом. Манжеты, поршни, головки и рабочие поверхности корпусов смазывают тонким слоем касторового масла. При его отсутствии детали смазывают тормозной жидкостью "Роса", "Томь" или "Нева". Сборку проводят в следующем порядке. Устанавливают на головки поршней уплотнительные манжеты 2 и торцовые уплотнительные кольца (см. рис. 1.4). Проверяют, чтобы рабочая кромка уплотнительного кольца равномерно выступала на 0,2 — 0,6 мм над торцовой поверхностью головки.
Надевают на упорные стержни 5 поршней пружины 15, головки 6 и запрессовывают стержни в поршни. После запрессовки упорных стержней оттягивают головку 6 от поршня и проверяют торцовый зазор между ними, который должен быть 1,1 — 1,4 мм. Зазор проверяют двумя щупами, вставляя их одновременно с диаметрально противоположных сторон.
Надевают на поршни уплотнительные резиновые кольца 13 и возвратные пружины 4. Зажимают фланец вторичного картера в тиски. Устанавливают вторичный поршень 3 с пружиной в корпус так, чтобы пазы поршня располагались напротив боковых отверстий корпуса, а затем, продвинув поршень внутрь, завертывают упорный болт 10, установив под его головку новую медную прокладку. Устанавливают первичный поршень 8 в картер цилиндра и завертывают упорный болт с медной прокладкой. На вторичный картер цилиндра устанавливают уплотнительные резиновые кольца 14 и соединяют корпуса между собой. Устанавливают в картеры клапаны избыточного давления 1 и завертывают штуцера, болты с надетыми на них муфтами с медными прокладками. Вставляют толкатель 9 с защитным чехлом.
Гидровакуумный усилитель тормозов
 |
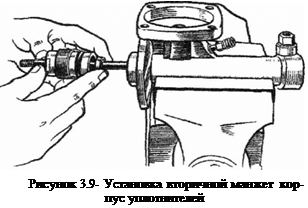 |
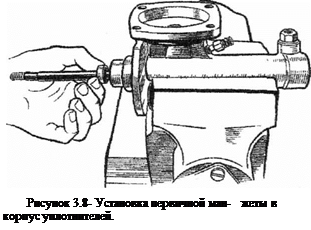
Собирают гидровакуумный усилитель в порядке, обратном разборке. При сборке поршень с толкателем (штоком) устанавливают в цилиндр усилителя так, как показано на рис. 3.4. Не продвигают поршень в цилиндр усилителя более 100 мм от края цилиндра, чтобы не, повредить манжету поршня. Манжеты устанавливают в корпус уплотнителей (рис. 3.8 и 3.9). При сборке переднего корпуса камеры с цилиндром обеспечивают совмещение отверстий в корпусе, прокладке и цилиндре. При сборке заднего корпуса совмещают на корпусах метки, сделанные при разборке. Под гайки, болты которых используются для крепления усилителей, шайбы не ставят.
 |
Актуально о транспорте
Способ хранения автомобилей
Автомобили, ожидающие ремонта, в зимнее время года находятся на территории СТО в зоне ожидания. Данная технология хранения позволяет исключить воздействие на кузов автомобиля окружающей среды в виде осадков и солнечных лучей. Зона ожидания представляет собой отапливаемую площадку площадью 1200 м2. ...
Охрана труда
Согласно действующему трудовому законодательству работающие не должны приступать к работе без знаний правил по охране труда. Обучение работающих правилам по охране труда должно проводится при профессионально-техническом обучении. При поступлении на работу и во время работы с работниками проводят ин ...
Обслуживание рефрижераторных контейнеров в рейсе
Перевозчик должен обеспечить поддержание указанных в сопроводительных документах режимов перевозки в течение всего времени нахождения рефрижераторных контейнеров на борту судна, для чего необходимо вести периодическое (обычно повахтенное) наблюдение за работой агрегатов контейнеров, обращая особое ...
Разделы
- Главная
- Пассажирские станции
- Водный транспорт
- Электрооборудование автомобилей
- Машины для земляных работ
- Сортировочная станция
- История ПДД
- Транспорт