Выбор неразрушающего контроля
Отчетливо видны типичные для литой поверхности спайки (углубления с закругленными краями) и газовая шероховатость, обусловленная ростом газовых раковин на границе с формой (а), а также выпуклая сетка следов от формы (б).
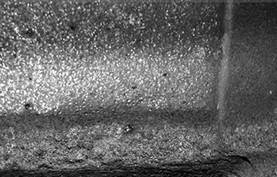
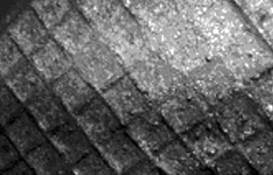
Рис. 1. Типичное состояние поверхности литых деталей рамы тележки и балки.
Проведенные исследования позволили усовершенствовать технологию вихретоковой дефектоскопии литых деталей.
Формы и размер надрессоной балки тележки модели 18-100
Формы и размеры надрессоной балки тележки модели 18-100 представлены на рис. 2,3
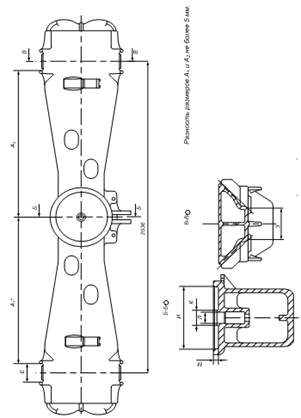
Рис. 2 Надрессорная балка тележки модели 18-100
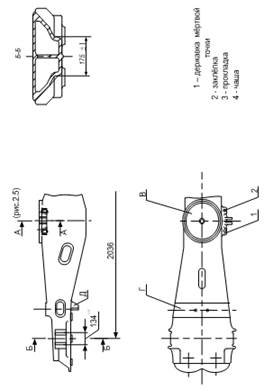
Рис. 3 Надрессорная балка тележки модели 18-100
Зоны контроля надрессоной балки
При контроле надрессорной балки тележки тщательно контролируют зону подпятника, в том числе, кромки наружного и внутреннего бурта, переходы от наружного бурта подпятника к верхнему поясу балки. Кроме того, контролируется верхний пояс надрессорной балки, кромки технологических отверстий, зоны боковых стенок, нижний пояс надрессорной балки, наклонные плоскости для клина и переходы от ограничительных буртов к наклонным плоскостям.
На рис. 4 представлены схемы сканирования при контроле зоны подпятника надрессорной балки. Сканирование центральной зоны подпятника рекомендуется проводить по радиальным (а) и круговым (б) траекториям.
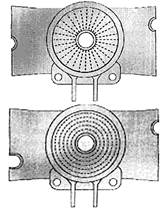
Рис. 4. Пример сканирования центральной зоны подпятника надрессорной балки.
На рис. 5 показаны схемы сканирования при контроле кромок технологических отверстий в верхнем (а) и нижнем (б) поясе надрессорной балки.
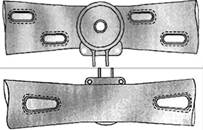
Рис. 5. Пример сканирования кромок технологических отверстий надрессорной балки.
Актуально о транспорте
Технология обработки составов в парке приема
Информация о подходе поездов на станцию передается заблаговременно из отделения дороги до начала периода планирования. На основе данных о положении станции, поступивших телеграмм-натурных листов (ТГНЛ) и данных о предполагаемом времени прибытия ДСЦ планирует поездообразование, очередность приема и ...
Материалы основных деталей карданной передачи
Скользящие вилки карданных шарниров неравных угловых скоростей изготовляют из сталей 30Х и 40 (ГАЗ) или из стали 45 (ЗИЛ), а приварные – из сталей 40 (ГАЗ) или 35 (ЗИЛ), а затем подвергают закалке ТВЧ. Крестовины штампуют из стали 20Х (ГАЗ) или из сталей 18ХГТ и 20ХГНТР (ЗИЛ), Крестовины, изготовле ...
Расчет грузопотоков и вагонопотоков в промышленном узле
Годовой грузопоток промышленных предприятий в промышленном узле определяется по годовому выпуску продукции и расходным коэффициентам. Годовой грузопоток по прибытию и отправлению рассчитывается по формуле Гi = К п (о) ∙ П, (1) где Гi.– годовой грузопоток i-го груза, млн. т. в год; Кп(о) – рас ...
Разделы
- Главная
- Пассажирские станции
- Водный транспорт
- Электрооборудование автомобилей
- Машины для земляных работ
- Сортировочная станция
- История ПДД
- Транспорт