Проектирование технологических процессов восстановления деталей
Цель работы – научиться проводить дефектацию деталей кривошипно-шатунного механизма.
Диаметр цилиндра измеряется нутромером в четырех поясах, как в продольном, так и в поперечном направлении двигателя.
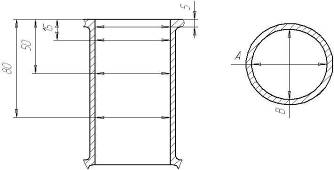
Рисунок 1. Схема измерения цилиндров: А и В - направления измерений.
Таблица 1 – Результаты измерения блока цилиндров, поршней, шатунов.
|
№ цилиндра |
1 |
2 |
3 |
4 |
|
Результаты измерения цилиндра |
||||
|
Направление А: пояс 1 -//-2 -//-3 -//-4 |
76,41 76,48 76,41 76,41 |
76,40 76,43 76,41 76,41 |
76,41 76,45 76,44 76,46 |
76,40 76,63 76,40 76,41 |
|
Направление В: пояс 1 -//-2 -//-3 -//-4 |
76,42 76,49 76,45 76,44 |
76,42 76,47 76,45 76,44 |
76,45 76,47 76,48 76,48 |
76,43 76,57 76,44 76,42 |
|
Результаты измерения плоскости разъема |
||||
|
Не плоскостность |
0,07 |
|||
|
Результаты измерения поршня |
||||
|
Диаметр юбки поршня |
76,35 |
- |
- |
76,34 |
|
Результаты измерения шатуна |
||||
|
Диаметр отверстия под шатунные подшипники |
- |
- |
- |
51,34-51,36 |
Таблица 2 – Результаты измерения коленчатого вала.
|
Результаты измерения шатунных шеек (номинальный размер – 47,814-47,834 мм) |
||||||||
|
№ шейки |
1 |
2 |
3 |
4 |
||||
|
Диаметр шейки, мм |
47,68 |
47,68 |
47,70 |
47,66 |
||||
|
Результаты измерения коренных шеек (номинальный размер – 50,775-50,795 мм) |
||||||||
|
№ шейки |
1 |
2 |
3 |
4 |
5 |
|||
|
Диаметр шейки, мм |
50,68 |
50,73 |
50,84 |
50,78 |
50,76 |
|||
Таблица 3 – Величина износа
(мм![]() ) цилиндра по высоте.
) цилиндра по высоте.
|
№ измерения |
1 |
2 |
3 |
4 |
5 |
6 |
|
Продольное |
1 |
23 |
2,5 |
0 |
0 |
1 |
|
Поперечное |
3 |
17 |
5 |
4 |
4 |
1,5 |
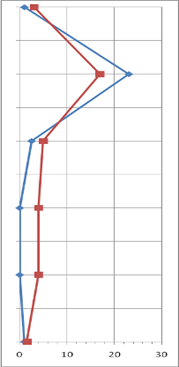
Рисунок 2 – График износа цилиндра. 1 – в продольном, 2 – в поперечном направлении.
Было произведено измерение размеров цилиндров, максимальный износ составил 0,23 мм (разница) в четвёртом цилиндре; это превышает допустимый (0,15 мм), поэтому следует произвести расточку до следующего ремонтного размера до (76,8 мм).
Было произведено измерение плоскости разъёма с головкой цилиндров, не плоскость составила 0,07 мм при допустимой 0,1 мм.
Так же были произведены измерения коленчатого вала. В результате измерения диаметра шеек, было выявлено, что износ составляет 0,13-0,15 мм. Т.е. колен вал необходимо шлифовать до 2-го ремонтного размера (0,50). При измерении коренных шеек износ составил 0,1-0,12 мм, необходимо шлифовать до ремонтного размера 0,25.
Было произведено измерение диаметров поршня, т.к. поршня группы Е, то номинальный 76,37-76,38 мм, по измерениям износ поршня составил 0,03-0,04 мм. При дефектации были выявлены задиры юбки поршня 4-го цилиндра.
Было произведено измерение шатунов, эллипсность отверстия шатуна составила 0,02 мм, размер соответствует номинальному.
- Разработка карты дефектации и ремонта деталей цилиндро-поршневой группы
- Изучение технологии сборки кривошипно-шатунного механизма
Актуально о транспорте
Форсунки
Форсунка предназначена для впрыска топлива в камеру сгорания и распыливания его на мелкие частицы. Форсунки, применяемые на дизелях, разделяют на закрытые и открытые. Закрытымитыми называют такие форсунки, у которых топливопровод высокого давления в период между впрысками топлива разобщен с камерой ...
Разработка медиа–плана
Информационный сервис – разъяснение клиентам применяемости, взаимозаменяемости, технических особенностей комплектующих изделий – часто имеет решающее значение для привлечения клиентов. Информация является основой развития любого предприятия. Ее специфика в том, что она не исчезает при потреблении, ...
Определение наработки по машинам с начала эксплуатации по состоянию на
начало июля 2008 года
Н1э = Нэ + К × Нпл.м ,ч; (47) где Нэ – наработка с начала эксплуатации по состоянию на 1.01.2007 года (из приложения к заданию),ч; К – количество месяцев эксплуатации машин в 2007 году до 1 июля. По автомобильному крану КС-3571 это составит: Н1э = 12580 + 6 × 200 = 13780 ч. 2.5.3 Фактич ...
Разделы
- Главная
- Пассажирские станции
- Водный транспорт
- Электрооборудование автомобилей
- Машины для земляных работ
- Сортировочная станция
- История ПДД
- Транспорт