Проектирование технологического процесса ремонта переднего моста троллейбуса модели АКСМ − 321
Структурная схема технологического процесса представлена на рисунке 1.
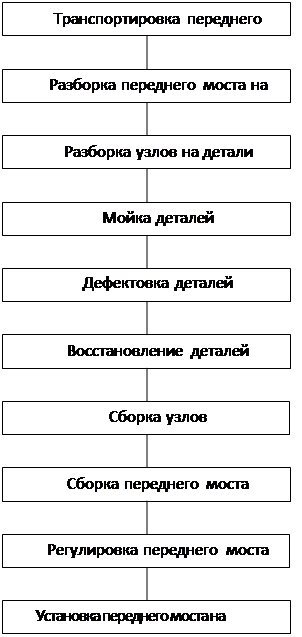
Рисунок 1 – Структурная схема технологического процесса ремонта
Транспортировка переднего моста включает в себя перемещение его с участка капитального ремонта на агрегатный участок и установку его на стенд для разборки и сборки. Перемещение осуществляется в следующей последовательности: мост выкатывают из-под кузова троллейбуса, подвешивают на кран и доставляют к тележке, на которой мост перемещается с участка капитального ремонта на агрегатный участок, где он с помощью еще одного крана устанавливается на стенд.
После установки и фиксации передний мост очищают от грязи, протирают, а затем разбирают на узлы: рессора в сборе, левая и правая тяга рулевой трапеции в сборе, рычаг тяг в сборе с кронштейном, ступица в сборе с тормозным барабаном и подшипниками, тормозной рычаг и разжимной рычаг в сборе, сальник и суппорт в сборе, поворотный кулак. Далее узлы разбираются на детали и, за исключением деталей, подлежащих принудительной замене, направляются на мойку, после чего подвергаются дефектовке. Восстановление деталей производят согласно правилам ремонта переднего моста.
После сборки и регулировки передний мост перемещают на участок капитального ремонта и устанавливают на троллейбус.
Таблица 1.2 – Ведомость объёма работ по ремонту переднего моста
|
Наименова-ние детали (узла) |
Дефект, способ обнаружения (инструмент) |
Контролируемый параметр |
Метод восстанов-ления | |||
|
Номинальный |
Фактич. | |||||
|
Ось передняя |
Изгиб или скручивание оси; переносной прибор ГАРО |
− |
Изгиб 2 мм |
Правка в холодном состоянии прессом | ||
|
Износ конусного отверстия под шкворень; конусный калибр специальный |
Малый диаметр 39,6 мм |
39,7 мм |
Зенкеровать и развернуть конусное отверстие | |||
|
Износ отверстий под стяжные болты; штангенциркуль ШЦ-Т-125–0,1 ГОСТ 166–80 |
17 мм |
17,5 мм |
Заварить отверстия, сверлить насквозь | |||
|
Повреждение или срыв резьбы для крепления кронштейна двуплечего рычага; пробка 8221–3069 6Н ГОСТ 17758–72 |
М16, отсутствие или повреждение резьбы |
Срыв более двух ниток |
Заварить, просверлить отверстие, нарезать резьбу М16 | |||
|
Наименова-ние детали (узла) |
Дефект, способ обнаружения (инструмент) |
Контролируемый параметр |
Метод восстанов-ления | |||
|
Номинальный |
Фактич. | |||||
|
Кулак поворотный |
Износ шпоночной канавки; шаблон специальный |
10,05 мм |
11,2 |
Обработка шпоночной канавки до ремонтного размера | ||
|
Износ проушины под переднюю ось; шаблон специальный |
105 |
105,5 |
Фрезеровка торцов | |||
|
Износ отверстий под втулки; нутрометр НИ 50–100 ГОСТ 9244–75 |
58 |
58,4 |
Расточить до ремонтного размера 58,5 | |||
|
Шкворень |
Повреждение или срыв резьбы под гайку; кольцо 8211–0132 6Н ГОСТ 1763–72 |
М39х2 |
Срыв более двух ниток |
Наплавка, калибровка резьбы | ||
|
Износ посадочных поверхностей под втулки; микрометр МК50–1 ГОСТ 6507–78; конусный калибр 1:10 |
Конусность 1:10 |
38 50 |
Хроморование с последующей шлифовкой | |||
|
Суппорт |
Износ посадочного отверстия; нутрометр НИ 100–160 ГОСТ 9244–75 |
140+0,08 |
142 |
Наплавка с последующей механической обработкой | ||
|
Износ отверстий под оси колодок; нутрометр НИ 18–50 ГОСТ 9244–75 |
38+0,039 |
40 |
Развернуть отверстие, запрессовать втулки | |||
|
Износ отверстий крепления к поворот-ному кулаку; НИ 10–18 ГОСТ 9244–75 |
16+0,035 |
17,2 |
Заварить, просверлить сквозные отверстия | |||
|
Тормозной барабан |
Задиры, кольцевые канавки, износ или эллипсность рабочей поверхности; штангенциркуль ШЦ-Ш-500–0,1 ГОСТ 166–80 |
420+0,25 |
Наличие эллипс-ности |
Расточить под свободный диаметр | ||
|
Кулак разжимной |
Износ рабочей поверхности; шаблон специальный |
Соответствие шаблону |
Отличие от шаблона на 5 мм |
Осталивание с последующей шлифовкой | ||
|
Тяга поперечная |
Погнутость трубы тяги; шаблон специальный |
Отсутствие погнутости |
Изгиб 3 мм |
Правка трубы в горячем состоянии | ||
Актуально о транспорте
Основные неисправности рабочей тормозной системы и порядок их устранения
Таблица 2.1- Основные неисправности рабочей тормозной системы и порядок их устранения. Номер по порядку Признак неисправности Причина неисправности Способ устранения 1 Увеличенный ход тормозной педали Увеличенные зазоры между фрикционными накладками колодок и тормозными барабанами Провести текущую ...
Полоса отчуждения и рельсовый путь
Из всех видов транспортных магистралей только железные дороги и трубопроводы располагаются на земельных полосах, отчуждаемых в частное владение или пользование, причем железным дорогам земля обычно передается сразу и навсегда. Именно частная собственность на землю на своей трассе принципиально выде ...
Расчет грузопотоков и вагонопотоков в промышленном узле
Годовой грузопоток промышленных предприятий в промышленном узле определяется по годовому выпуску продукции и расходным коэффициентам. Годовой грузопоток по прибытию и отправлению рассчитывается по формуле Гi = К п (о) ∙ П, (1) где Гi.– годовой грузопоток i-го груза, млн. т. в год; Кп(о) – рас ...
Разделы
- Главная
- Пассажирские станции
- Водный транспорт
- Электрооборудование автомобилей
- Машины для земляных работ
- Сортировочная станция
- История ПДД
- Транспорт